Att avgöra vilka borroperationer som klassas som djuphålsborrning är inte helt enkelt.
Traditionellt har operationer där hålets djup är fem gånger eller mer än diametern betraktats som djuphålsborrning.
Men tack vare framsteg inom bearbetningsteknik har denna nivå utökats till hål med djup på tio eller till och med tolv gånger diametern.
Idag syftar termen ”djuphålsborrning” inte bara på produktionen av särskilt djupa hål, utan även på de specialiserade metoder som används för både relativt ”korta” och verkligt djupa hål.
Förutom de utmaningar som finns vid all borrning har djuphålsborrning sina egna specifika svårigheter.
Ett stort problem är svårigheten att avlägsna spånor.
Vid djuphålsborrning kan spånor som fastnar i hålet försämra ytfinishen och orsaka borrbrott.
Urspåning (pecking) kan hjälpa, men sänker produktiviteten och ökar bearbetningskostnaderna.
En annan utmaning är begränsad kylvätskeförsörjning, vilket inte bara minskar kylning och smörjning utan även påverkar spånavgången.
Dessutom kan låg borrstyvhet leda till att borren böjer sig, ”vandrar” och vibrerar – allt detta påverkar noggrannheten och verktygslivslängden negativt.
Dessa utmaningar driver utvecklingen av avancerade lösningar för djuphålsborrning.
Nya verktyg kan på ett effektivt och tillförlitligt sätt avlägsna spånor genom riktad kylvätska som ger bättre kylning och smörjning samt bidrar till effektiv spånavgång. En förbättrad styvhet i verktyget ger bättre motstånd mot böj- och vibrationslaster samt att användning av avancerade skärmaterial ökar verktygslivslängden.
Innovationerna har också optimerade spårgeometrier, förbättrade spåndelande skäreggar, sofistikerade invändiga kylkanaler, toppmoderna beläggningar och andra nya funktioner.
De senaste produkterna som utökar ISCAR:s sortiment av djuphålsborrar exemplifierar dessa pågående innovationstrender.
Nya sorter förbättrar slitstyrkan
ISCAR har nyligen introducerat två nya hårdmetallsorter som är särskilt utvecklade för BTA-djuphålsborrverktyg.
Den första, IC948, är avsedd för bearbetning av stål och rostfritt stål med borrhuvuden med lödda hårdmetallspetsar eller vändskär.
Denna sort har ett submikron-substrat och en nanoskikts TiAlCrN PVD-beläggning, vilket ger hög motståndskraft mot slitage och urflisning.
Den andra sorten, IC8355, är främst avsedd för borrning med vändskär i låglegerade och legerade stål samt martensitiska och ferritiska rostfria stål.
Dess flerskikts CVD-beläggning, i kombination med en efterbehandling, förbättrar motståndet mot nötning och brott, vilket resulterar i längre verktygslivslängd vid bearbetning med medelhöga till höga skärhastigheter.
Extra långa solida hårdmetallborrar förbättrar prestandan
Solida borrar är vanligast för djupa hål vid diametrar upp till 12 mm.
Naturligtvis erbjuder en solid konstruktion den högsta styvheten bland tillgängliga lösningar.
Men att maximera styvheten, säkerställa effektiv spånavgång och tillhandahålla exakt kylvätskeförsörjning på små diameter innebär betydande svårigheter.
ISCAR:s senaste tillskott till programmet för djuphålsborrar i solid hårdmetall inkluderar borrar för ett borrdjup på 30xD, 40xD och 50xD. Dessa borrar finns i diametrar från 3 mm.
Borrarna har en spetsvinkel på 135 grader, dubbla styrlister, polerade spår och spiralformade invändiga kylkanaler.
Dessa funktioner möjliggör stabil och produktiv borrning av djupa hål med små diametrar, framförallt i stål.
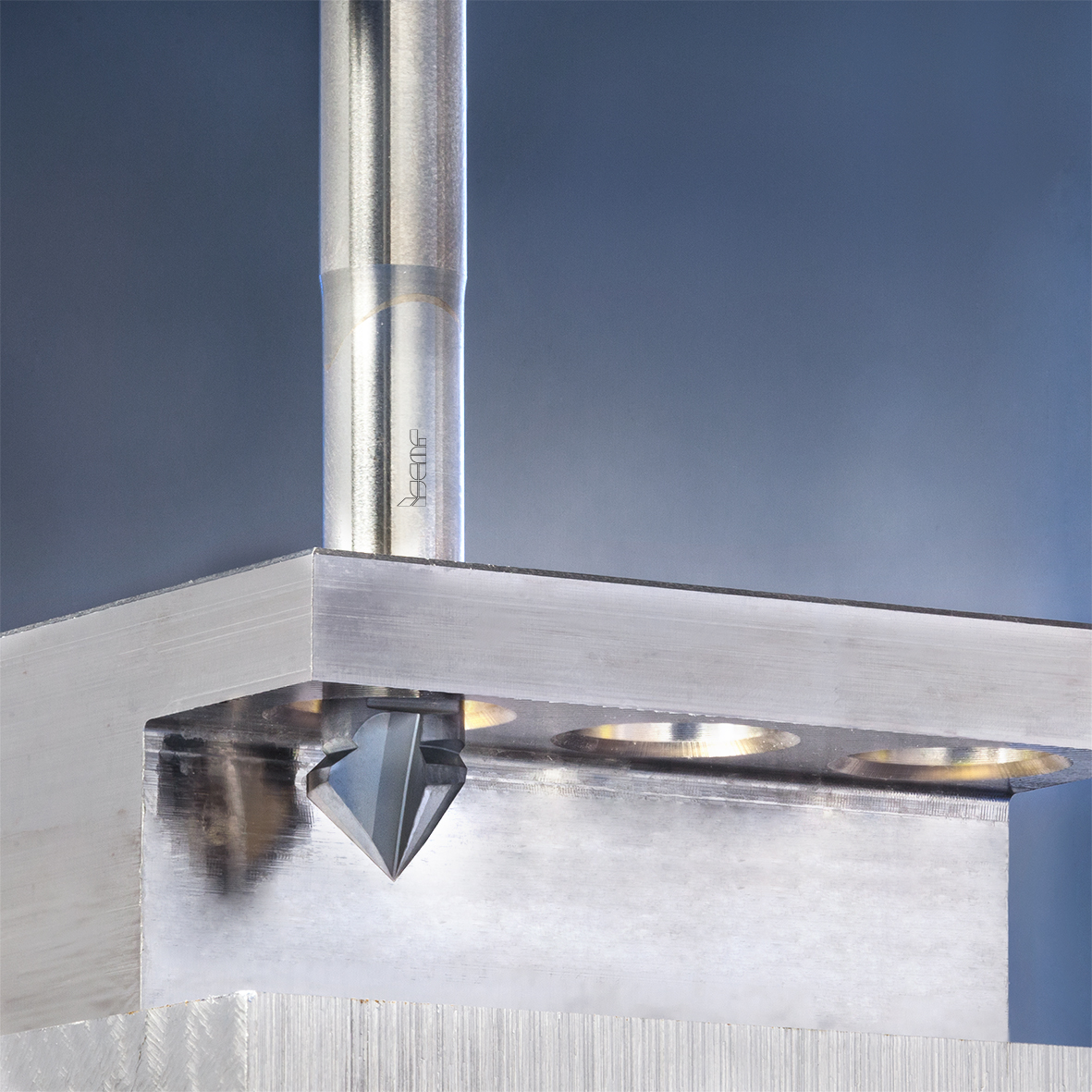
Nyligen har ISCAR utökat familjen av solida djuphålsborrar med nya borrar för bearbetning av gjutjärn.
Borrarna har polerade spår, tre styrlister och låg spiral för att ytterligare öka styvheten och optimera borrprestandan – även vid sneda ingångar eller utgångar samt vid korsande hål (Fig 1).
De nya borrarna finns i diametrar från 3–12 mm för borrdjup på 16xD, 20xD och 30xD.
Tre skär ett koncept för högre produktivitet
När man vill öka produktiviteten hos en tvåskärig borr efter att alla andra alternativ har utforskats, är det intuitivt att öka antalet skär.
Men för att öka avverkningshastigheten krävs mer utrymme för effektiv spånavgång – det vill säga större spårvolym, vilket försämrar borrens struktur, särskilt vid lång räckvidd.
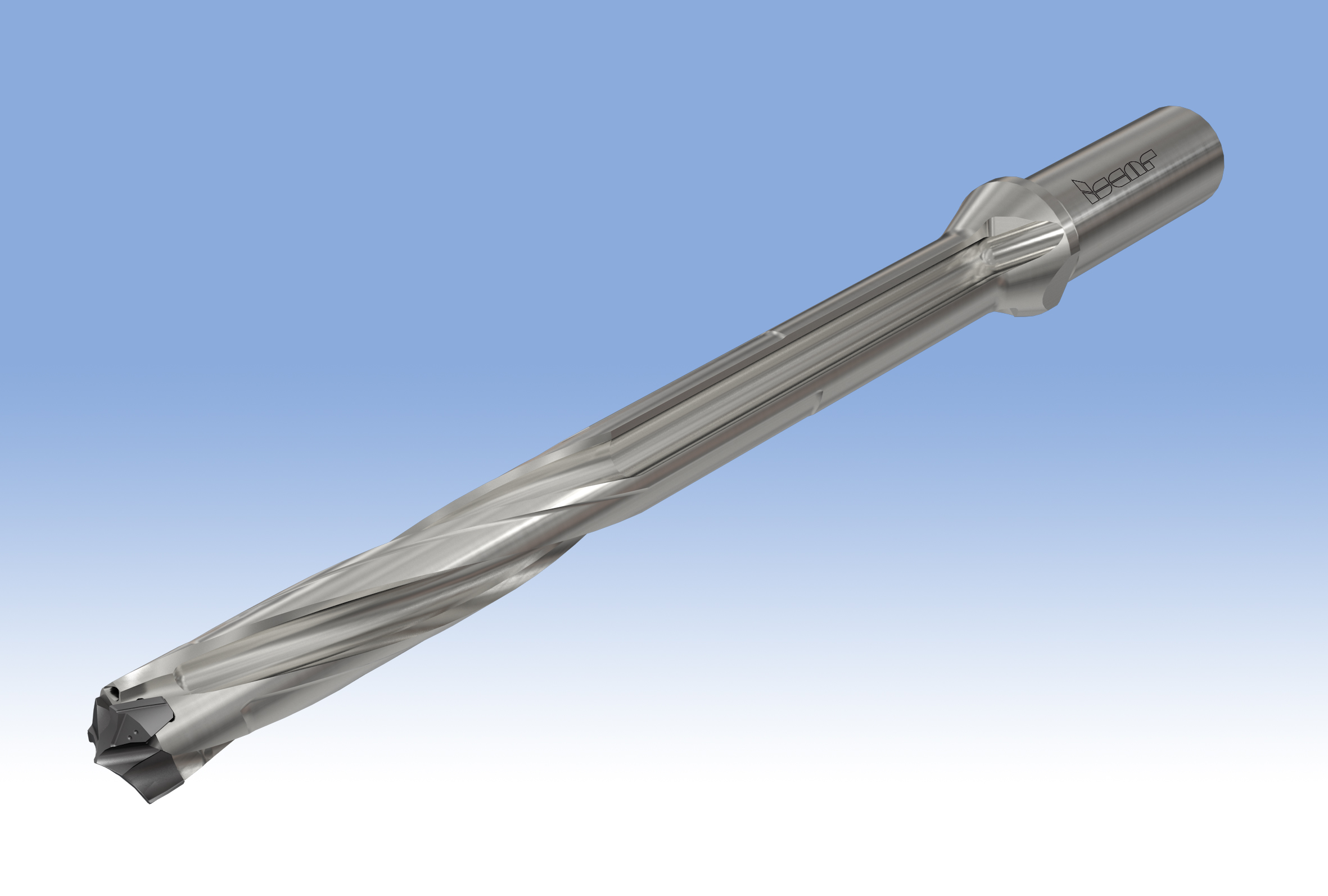
Det senaste tillskottet till QUICK-3-CHAM-familjen, borrar med utbytbara 3-skäriga borrhuvuden, visar på en effektiv balans av ovanstående.
Dess unika spånkanaldesign minimerar påverkan på styrka och styvhet, vilket möjliggör betydande produktivitetsökningar vid borrning av hål upp till 10 gånger diametern.
Som resultat kan avverkningshastigheten ökas med upp till 50 % (Fig 2).
En fördelaktig kombination
Vid djuphålsborrning förbättrar små spånor avsevärt spånavgången, vilket möjliggör högre matningshastigheter och ökad produktivitet.
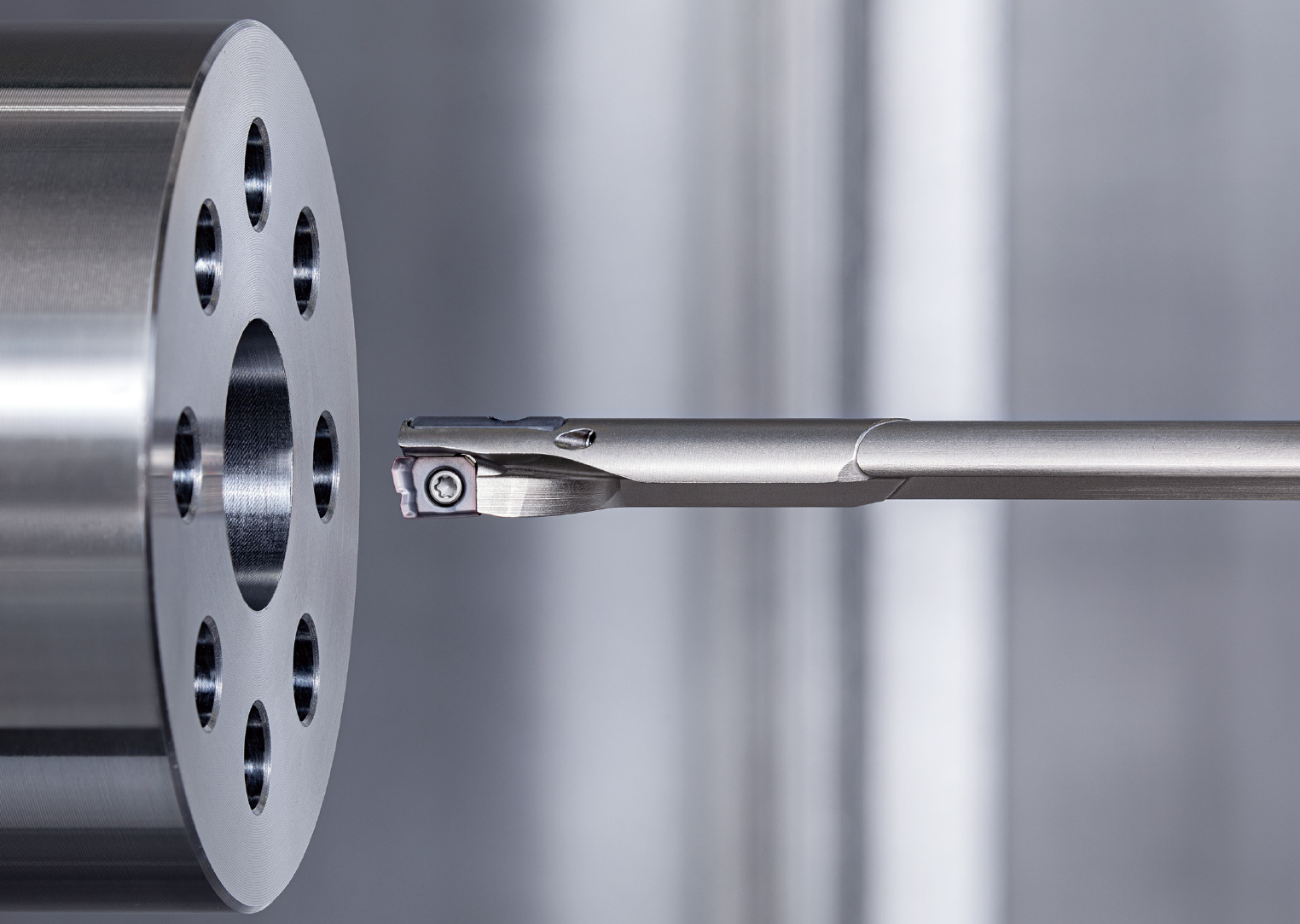
För att uppnå detta används en spåndelande geometri i olika djuphålsborrar, särskilt i de senaste pipborrarna TRIDEEP med vändskär (Fig 3).
Dessa skär har en spåndelande skäregg och en sekundär ”wiper”-egg för att ge en fin ytfinhet.
Skären är tillverkade i den avancerade IC948-sorten.
Jämfört med tidigare pipborrar har de nya verktygen en förstärkt kropp för att öka styrkan och förhindra böjning.
Kombinationen av spåndelning, avancerad hårdmetallsort och förstärkt kropp bidrar starkt till högre avverkning vid borrning av djupa hål.
TRIDEEP är utformad för produktiv bearbetning av hål med ett borrdjup upp till 25xD.
Dessutom erbjuder ISCAR kundanpassade TRIDEEP-lösningar för borrning av djup på upp till 1650 mm.
Djuphålsborrning har länge varit ett verkligt ”djupt problem” – en betydande utmaning för tillverkare.
Men ISCAR:s nya verktyg erbjuder tillförlitliga lösningar för att övervinna denna utmaning och göra djuphålsborrningsoperationer mycket mer effektiva.